
大型複雜金屬零件(jiàn)3D打印技術及研(yán)究進展
點擊量:1498 發布時間:2017-03-10 作(zuò)者:快猫视频APP下载安装(上海)增(zēng)材製造技術有限公司
引言
大型複雜整體關鍵零部件的用量大小(xiǎo)已經成為衡量航空、航天等(děng)重大裝備技術先進性的重要標誌,具有廣闊的應用和發展前景。采用傳統鍛造、鑄造、焊接等方法製備大型複雜結構件,存在工序(xù)長、工藝複(fù)雜,對製造裝備的要求高以及成形技(jì)術難度大等諸多不足。鍛造方法製備大型複雜構件,不僅需(xū)要萬噸級以(yǐ)上的(de)重型液壓工業裝備、大尺寸鍛造坯料的加工以及大尺寸鍛造模(mó)具製造,而且其製備零件的加(jiā)工去除量大、機械加工時間長、材(cái)料利用率低(dī)、生產(chǎn)周期長、製造(zào)成本高。鑄(zhù)造方法(fǎ)製備大型複雜構件,不僅需要重型或超重型鑄造(zào)工業基礎(chǔ)設施,而且采用鑄造加工的金屬(shǔ)結構件的性能往往不能滿足要求。焊接方法製備大型複雜構件,會導致焊接(jiē)區成為整體構(gòu)件的薄弱(ruò)環節,從而降低構件的(de)整體性(xìng)能。3D打(dǎ)印技術可以製(zhì)造飛機、導彈、衛星(xīng)等航空航天裝備所需的高溫合金(jīn)、鈦合金及高強度鋼等大型複(fù)雜金屬構件。麵對傳統加工方法難以製(zhì)備(bèi)高性能大(dà)型複雜構件的難題,3D打印(yìn)成形是目前的(de)唯(wéi)一技(jì)術途徑。
1 金屬3D打印技術原理與優勢
3D打印技術是一種采用(yòng)高能束為熱源,通(tōng)過材料逐層堆積,實現構件無模成形的數字化製造技術。金屬零件3D打印技術原理是將(jiāng)金屬粉末或絲材,在(zài)激光或電子束等加熱條件下,按軟件設定的路徑同步熔(róng)化、堆積,最終(zhōng)成形出設計的零件實體。不同(tóng)種類的金屬3D打印技術主要是通過熱源種類、原材料狀態(tài)以及成形方式加以區分。金屬3D打印的熱源主有激光、電子束和電弧,原材料狀態主要為粉末和絲材,成形方式主要包括鋪料、送料條件下的燒結成形及熔化成形。目前,廣泛用於金屬零件3D打印製造的主要工藝有4種:激(jī)光直(zhí)接熔化沉積成形(laser direct melting deposition,LDMD)、激光選區熔化成形(selective laser melting,SLM)、電子束熔絲沉積成形(electron beam freeform fabrication,EBF)、電子束選區熔化成形(selective electron beam melting,SEBM)。采用3D打印技術製(zhì)備金屬零件,與傳統製造技術相比,具有以下突出(chū)優點:
1) 無需大尺寸毛坯製備和模具加工,無需大型或超大型工業裝備;
2) 零件具有快速凝固組織的晶粒細小、組織致(zhì)密、成分均勻的特征,綜合力學性能優異;
3) 實現無模具近終成形(xíng),極大地節省材料,製造成本低、周期短;
4) 適用材料廣(guǎng)泛,可以製備采用傳統方法難以加工的金屬材料。
5) 能夠在製造過程中根(gēn)據零件的實際使用需要(yào)設計(jì)不同部位(wèi)的成分和組織,提高零件的綜合性能,擴大應用範圍;
6) 具有對構件設計的高度柔性與快速反應能力,降低新產品開發風險。
2 大型複雜金屬零件3D打印研究進展
undefined
2.1 國外的研究進展(zhǎn)
20世紀80年代(dài)末,Sandia國(guó)家實驗室、Los Alamos國家實驗室(shì)和Michigan大學得到美國能源部的資助,對(duì)激光直接製造技術(direct laser fabrication,DLF)展開了研究;90年代中期(qī),Sandia國家實驗室與UTC合作,開發了(le)激光工程化近淨(jìng)成形技(jì)術(laser engineered net shaping,LENS),通過其開發的LENS技術,Sandia國家實驗室(shì)陸續開(kāi)展了多種金屬材料的成形研究,主要包括不鏽鋼、鈦合金、高溫合金等,期間成功製備了某衛星(xīng)TC4鈦合金零件毛坯;1997年,Optomec Design公司獲得了LENS技術的商用化(huà)許可,推出了基於(yú)激光直接沉積技術的成(chéng)套裝備,並為Sandia國家實驗室提供小批量的零件製造,圖1所示為Optomec Design公司製備的鈦合金葉片;Los Alamos國家實(shí)驗室開展了(le)鈦合金、銅(tóng)合金、不鏽鋼等多種金屬材料的DLF技術研究,製備的零件性能與采用傳統加工方法製備的(de)金(jīn)屬零件性能相當;Michigan大學成立了POM公司,POM公司主要經營以金屬激光熔覆成形(laser cladding fabrication,LCF)技術、直接金屬沉積(drect metal deposition,DMD)技術為基礎的大型金屬零件製造和維修裝置,POM公司擁有與LENS技術相關的(de)8項裝置類專利(lì)技術,並通過其開發的成套裝備,製(zhì)造了(le)重達10 T的金屬零件。
1995年,在美國國防部高級研究計劃署和海軍研究所的(de)資助(zhù)下,Johns Hopkins大學、Pennsylvania大學和MTS公司合作開展(zhǎn)了(le)大尺寸鈦合(hé)金零件的柔性(xìng)製造技術研究。基於前期的研究成果,MTS公司出資與Johns Hopkins大學(xué)、Pennsylvania大學合作成立了AeroMet公司。AeroMet公司獲得了美國軍方及3大美國(guó)軍機製(zhì)造商Boeing、Lockheed Martin和Northrop Grumman公司的資助,開(kāi)展了飛機機(jī)身(shēn)鈦合金結構件的LDMD技術研究。2001年,AeroMet公司采用3D打印(yìn)技術為Boeing公司艦載機試(shì)製了鈦合金次承力結構件,其中包括尺(chǐ)寸為900 mm×300 mm×150 mm的(de)航空翼根吊環,如圖2所示,並於(yú)2002年實現了裝機應用。2002—2005年之間,AeroMet公司通過其Lasform工藝係統製備了發動機艙推力梁、機翼轉動折疊接頭、內龍骨(gǔ)腹板、外(wài)掛架翼肋、發(fā)動機框等金屬構件並實現裝機應用(yòng),其中大型整體加(jiā)強筋板鈦(tài)合(hé)金發動機框尺寸達2 400 mm×225 mm×100 mm。
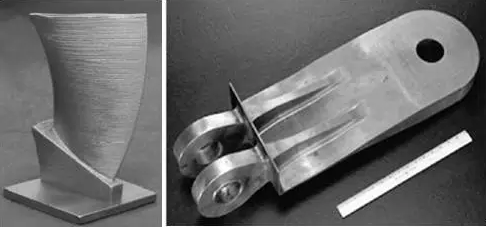
圖1 鈦合金葉片 圖2 F/A-18E/F翼根吊環
SLM研究方麵,20世紀90年代,德國Fraunhofer研究所提出采用SLM製備金屬零件的方法,並於2002年研製成功。2013年(nián),Fraunhofer研究所突破了鋁合金3D打印(yìn)的技術難題(tí),並且由EOS和Concept Laser等公司對其(qí)進行了推(tuī)廣。目前,德國的EOS公司在SLM技術研發方麵(miàn)處於世界領(lǐng)先地位,其開發的(de)EOSM400成套(tào)裝(zhuāng)備可以加工的金屬零件尺寸達400 mm×400 mm×400 mm。2012年,美國GE公司采用SLM技術為LEAP噴氣式發動機製造了燃油(yóu)噴嘴,並(bìng)已接受了超(chāo)過4 000台LEAP噴氣(qì)式發動機訂單。GE公司的激光3D打印發動機鈦合金構件最大尺(chǐ)寸達(dá)1 200 mm。圖3所示(shì)為GE公司製備(bèi)的(de)具有複雜內置流道結構的航空發動(dòng)機(jī)葉片(piàn)。
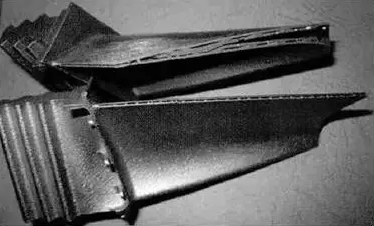
圖3 內置流道的航空發動機葉片
EBF研究方(fāng)麵,2002年,NASA的Langley研究中心提出(chū)EBF,其合同商——美國(guó)Sciaky公司,是當前EBF技術研究最領先的單位。在海軍、空(kōng)軍、國防部等機構的支持下,Sciaky公司聯合Boeing、Lockheed Martin公司開展了EBF研(yán)究,主要致力於(yú)大型航空(kōng)金屬零件的製造,製備的鈦合金零件(jiàn)尺寸達5 800 mm×1 200mm×1 200 mm。目前,Sciaky公(gōng)司成形鈦合金的最(zuì)大速度可達18 kg/h,力學性能滿(mǎn)足AMS4999標準要求。圖(tú)4所示為Sciaky公司(sī)的大型航空鈦合金零件。
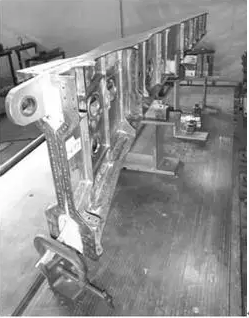
圖4 大型(xíng)航空(kōng)鈦合金零件(jiàn)
SEBM研(yán)究方麵,20世(shì)紀(jì)90年代,瑞典的Chalmers工業大學(xué)與Arcam公(gōng)司合作開發出了SEBM技術。2003年(nián),Arcam公司開發推出了(le)首台商用的SEBM設備,並相繼推出了一係列SEBM產品。目前,Arcam公司的SEBM係統研究處於世界領先地位,具有(yǒu)世界上最大的SEBM設備(bèi),有效(xiào)加工範圍為 350 m×380 mm。SEBM技術在航空航(háng)天領域的發展迅速,多家單位都開(kāi)展了利用SEBM技術製造航空發動機複雜零(líng)件的研(yán)究。例如,意(yì)大利AVIO公司利用SEBM技術製(zhì)備(bèi)出了TiAl基合金(jīn)發動機葉(yè)片,引起了廣泛關注。
undefined
2.2 國內的研究進展
1997年,西北工業大學的“金屬粉材激光立體成形的熔凝組織與性能(néng)研究”獲得航空科學(xué)基(jī)金重點項目資助,是中國金屬(shǔ)3D打印第一個正式立項的科研項目。近年來,西北工(gōng)業大學采用激光3D打印技術為中國商飛公(gōng)司(sī)製造了大飛機C919的中央翼肋TC4上、下緣條構件,尺寸為3 000 mm×350 mm×450 mm,質量196 kg,並通過了中國商飛公司的性能測試。采用激(jī)光3D打印技術,西北工業大學還製備了軸承座後機匣、超音速飛行器方向舵、複雜(zá)內部結構零件等構件,圖5為航(háng)空發動(dòng)機軸承後機匣。在國內LDMD研究領域中,北京航空航天(tiān)大學是另(lìng)一家處於領(lǐng)先(xiān)水(shuǐ)平的科研單位。2007年,北京航空航天大學(xué)突破了飛機鈦合金大型、主承(chéng)力結構件激光3D打印關鍵技術,研製出世(shì)界最大飛機鈦合金大型結構件激光快速成形工程化成套裝備,成(chéng)形室尺寸為4 000 mm×3 000 mm×2 000 mm。通過長期深入研究,北(běi)京航空(kōng)航天大學研製了TA15、TC4、TC11等大(dà)型、複雜、整體、主(zhǔ)承力飛機鈦合(hé)金加強框及A-100超高強度鋼飛機起落架等關鍵構件,並實現了包括C919大型客機(jī)在內的多種(zhǒng)型號飛機上的裝機應(yīng)用,使(shǐ)我國(guó)成為世界上唯(wéi)一突破飛機鈦合金大型整體主承力構件激光3D打印技術並實現裝機應用的國家。圖6所示為北京航空航天大學研(yán)製的某型號(hào)飛機“眼鏡式(shì)”鈦(tài)合金大型、複(fù)雜(zá)、整(zhěng)體、主承力構件加強框(kuàng)。
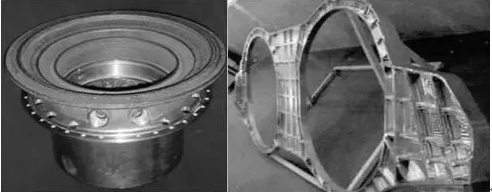
圖5 航空發(fā)動機零件 圖6 鈦合金主承力構件加強框
在SLM研究方麵,我國最早開展激光SLM技術研究的單位為華(huá)南理(lǐ)工大學和華中科技大學。華南(nán)理工大學專注於SLM技術的醫(yī)學植入體應(yīng)用,並開發出了國內第一套SLM設備DiMetal-240。華中科技大學則首(shǒu)先(xiān)開拓了SLM技術的航天應用,開發擁有自(zì)主知(zhī)識產權的SLM設備,並成形出尺寸達615mm×216 mm×236 mm的複雜結(jié)構樣件。此外,還有多家單位開展了(le)SLM研究並取得實(shí)際成果,如西安交通(tōng)大學製造(zào)出高表麵質量和幾何尺(chǐ)寸精度的複(fù)雜空心葉片樣件;中科院沈陽自動化研究所成功製備出具有一定(dìng)複雜外形,能(néng)滿足(zú)直接使用要求的金屬零件;沈陽航空航天大學激光快速成形實驗室開發出最大成形尺寸為200 mm×200 mm×100 mm,精度達0.1 mm的加工(gōng)係統。
在EBF研究方(fāng)麵,中航工業北京航空製造工程研究所(suǒ)於2006年開始(shǐ)EBF技術的研究工作,開發了目前國內最大EBF設備,有效加工範圍為3 000 mm×1 500 mm×800 mm,圖(tú)7所示為國產EBF設備及其製備的零件(jiàn)。利用其研製的EBF設備,中航工(gōng)業(yè)北京航空製造工程(chéng)研究所開(kāi)展(zhǎn)了TC4、TC11、TC21等鈦合金以(yǐ)及A-100超高強度鋼的EBF工藝(yì)研(yán)究,研製了大量鈦合(hé)金零件和試驗件,成形出(chū)尺(chǐ)寸為2 100 mm×450 mm×300 mm的(de)鈦合(hé)金大型、主承力結構件(jiàn),並於2012年率先實現了在國(guó)內飛機上的裝機應用。

圖7 國產EBF設備及其製備的零件
SEBM研究方麵,清華大學先進成形製造教育部重點實驗室研(yán)製出國內第一台EBSM-150電子束快速成形係統,並與西北有色金(jīn)屬(shǔ)研究院聯合開發了第(dì)二代EBSM-250電子束(shù)快速成形係統。基於與清華大學合作開發的(de)成套裝備,西北有色金屬研究院對鈦合金、TiAl合金的SEBM成形工藝及變形控製等方麵進行了(le)深入研究,申(shēn)請了相關專利,並製造出了複雜的鈦合金葉輪葉片(piàn)。
3 存在問題和研究方(fāng)向
undefined
3.1 存在問(wèn)題
1) 工藝質量。
由於高能束的長期(qī)周期性劇烈加(jiā)熱和冷(lěng)卻以(yǐ)及(jí)工藝參數、外部環境、掃描路徑的變換等(děng)不連續(xù)和(hé)不(bú)穩定因素,導致(zhì)大型複雜零件出現變形開裂、孔洞、夾雜(zá)、裂紋等問題。此外,3D打印金屬(shǔ)零件的疲勞強度、長期使用可靠性和質量的一致性難以(yǐ)得到保證,製造效率、質量和成本(běn)之間的關係難(nán)以協調。金屬零件3D打印技(jì)術還缺(quē)乏對材料問題以及材料與工藝的關係等基礎(chǔ)問題的研究,尚未找到材料、工藝和設備之間協調控製的方法。
2) 成形裝備。
目前金屬零件3D打印的(de)能量源主要為(wéi)激光和電子束,激光、電子束具有能量集中、加熱效率高、成形材料廣泛的特點。然而,目前的激光、電子(zǐ)束技術自身並不是十分成熟,且存在(zài)設備昂(áng)貴、複(fù)雜等缺點,增加了打印成本,限製了金屬零件(jiàn)3D打(dǎ)印(yìn)的普及。此外,大型複雜金屬零件3D打印需要解決更(gèng)多的技術問題,對成形裝備及其穩定性提出更高的要(yào)求,如高匯聚光-粉耦合打印頭、大型真空鋪粉係統以及大跨度高精度數控工作台等。
3) 控製軟件。
分層處理、掃描路徑和策略在某種程度上決定了零件能否順利完成最終成形。大(dà)型複雜金屬零件3D打印成形過程中,分層處理、掃描路徑和策略顯得尤為重要,科學的路徑(jìng)規劃能(néng)夠很大程度上減緩沉積材料的熱應力累積。具有尖端和大曲率等複雜結(jié)構的金屬零件,在尖端和大曲(qǔ)率位置處存在沉積層形貌尺寸偏(piān)差,可以通過製定合理的掃描策略(luè)進行控製;然而,目前切片和路徑規劃軟件隻能(néng)進行簡單的設計,不能根據零件結構及成形工藝特性進行掃描策(cè)略的(de)局部(bù)調整(zhěng)。此外(wài),3D打印過程質(zhì)量參數的特征(zhēng)辨識與智能處理(lǐ)技術(shù)還不夠(gòu)成(chéng)熟,不能實現成形過程工藝參數的自適應控(kòng)製。
undefined
3.2 研究方向
1) 成形(xíng)質量及變形開裂控(kòng)製。
成(chéng)形件的內部缺陷及組織特征決定其性能,如何獲得性能優異,實現內部缺陷、組織性能和工藝(yì)條件的一體化控製是大型複雜金屬零件3D打印一個重要(yào)研究方向。另外,變形(xíng)開裂是大型複雜金屬零件3D打印成形的(de)常見和致命問題,亟待深入分析不(bú)同外形結構、熱(rè)力環境條件下,金屬粉末非平衡凝固過程的內應力演化規律(lǜ),並製定相應的預防(fáng)控製方案。
2) 過程監(jiān)測係統及智(zhì)能控製軟(ruǎn)件開發。
大型複(fù)雜金屬(shǔ)零件3D打印過程的時間長、路徑複雜(zá)多變、不可預(yù)見情(qíng)況較多,導致(zhì)成形質量(liàng)及穩定性較低。開發(fā)3D打印過程的溫度場、外貌尺寸以(yǐ)及變形開裂等問題的實時監測係統,並研製融合分層處(chù)理、路徑規劃及工藝技(jì)術的自適應功能的成形控製軟件,對於提高成形(xíng)質量、穩定性和安全性至關重要(yào)。
3) 後處理工藝技術(shù)開發。
大型複雜金屬零件3D打印(yìn),由於金屬粉末的快速加熱-冷卻以及(jí)成形機理、工藝參數複雜,成形零(líng)件在尺寸精度(dù)、內部缺陷、組織性能等方麵難以同時達到應用指標(biāo);因此,應加強對成形零件的後(hòu)處理工藝技術製定(dìng)和開發研究,提高性能、節約(yuē)資(zī)源、降低成本。
4 結束語
金屬3D打印(yìn)技術廣泛(fàn)應用於航空、航天(tiān)、石化、船舶等工(gōng)業裝備領域,具有無需大(dà)型裝備、模具,材料(liào)利用率高,製造周期短、成本低,零(líng)件(jiàn)性能優異等突出優點。目前,針對(duì)大型(xíng)複雜金屬零件3D打印技術,國內(nèi)外已開展了大(dà)量的研究工作,取得(dé)了廣泛的應用成果;然而,分層處理、掃描路徑和策略技術不成熟,成(chéng)形過(guò)程不穩定,存在(zài)變形開(kāi)裂、內部缺陷等問(wèn)題,製約(yuē)了大型複雜金屬零件3D打印技術的工程應用。大型複雜金屬零件3D打印(yìn)技術還需(xū)在變形開裂和內部缺陷(xiàn)預防、分層處理和路徑規劃(huá)等方麵開展大量(liàng)研(yán)究工作。

