
3D打印技術在鑄造行業的應用 有可為有可不為!
點(diǎn)擊(jī)量:2655 發(fā)布時(shí)間:2017-05-09 作(zuò)者:快猫视频APP下载安装(上海)增(zēng)材製造技術有限公司
隨著中(zhōng)國鑄造(zào)行業的發展,鑄件(jiàn)的生產已經逐步邁向自動化,數字化以及綠色化。在各類鑄造工藝當(dāng)中,鑄造模具的使用日益頻繁,同時下遊鑄件需(xū)求行業對鑄(zhù)件的品(pǐn)質及功(gōng)能結構要求(qiú)日新月異(yì)。基於此,3D打印技術在鑄造行業應運而生。
目前,鑄造業內對3D打印技術的認識還不夠清晰,大多數業內人(rén)士都認(rèn)為3D打印技術隻能作為(wéi)鑄件(jiàn)研發機構的專享技(jì)術,其實不然,3D打印技術在鑄造企業的實際生產當中大有作為。同時還有(yǒu)部分(fèn)鑄造業內人士認為3D打印技術(shù)將顛覆傳統(tǒng)鑄造行業,其實這也是誇大其詞。3D打印技術隻有與傳(chuán)統鑄造工(gōng)藝技術有機銜接,這樣才能更大限度的(de)發揮3D打印技術的優勢。此兩者相(xiàng)輔相成,同為製造優質鑄件(jiàn)而服務。
1.3D打印技術類型
第一類是3DP技術暨三維印刷技術,目前應用於(yú)鑄(zhù)造(zào)樹脂砂型芯、蠟粉、金屬及玻璃等打(dǎ)印業務的工業級3D打印機(見圖1)。
第二類是SLS技術暨選擇性激光燒結(jié)技術,目前應用(yòng)於塑料、蠟粉及金屬(shǔ)等打印業務的消費級和工業級3D打印機(見圖(tú)2)。

圖1 3DP技(jì)術3D打印機
圖(tú)2 SLS技術3D打印機
以上兩種3D打印(yìn)技術都屬於增材製造技術,其他增材製造技術不在(zài)此累(lèi)述。
2.3DP打印技術(shù)在鑄(zhù)造行業的應用
3D打(dǎ)印技術具體應用於(yú)鑄造工藝當中(zhōng)的造型及(jí)製芯工部,用(yòng)來快速製造砂型/芯且省去模(mó)具;澆注鋁合金件時無需砂(shā)箱,采用低壓或重力澆注方式,澆注鑄鐵、鑄鋼件時需配合砂箱工(gōng)作。
首先,我(wǒ)們來了解一下傳統鑄造技術與(yǔ)無模鑄造技術——3D打印技術的工藝特點比較(jiào)。
傳統鑄(zhù)造工(gōng)藝流程:客戶鑄件訂單→鑄件(jiàn)CAD設計文件→鑄件砂型/芯設計→鑄型模具(jù)及芯盒(hé)模具設計→鑄(zhù)型模具製(zhì)造→芯盒模具製造→造型製芯→下芯或組芯→澆注→獲得鑄件。
無模鑄造——3D打印技術工藝流程:客戶鑄件訂單→鑄件CAD設計文件→鑄件砂型(xíng)/芯三維設計→3D打印砂型/芯→下芯(xīn)或組合砂型(砂芯一體化打(dǎ)印成(chéng)形,無(wú)需組芯)→澆注(zhù)→獲(huò)得鑄件。
從兩者工藝流程比較不難看出,3D打印技術中的砂型/芯製造省去了傳統(tǒng)鑄造當中(zhōng)的模具設計及製造工藝,故稱為無模化鑄造。
3D打印技術:三維印刷3DP技術原理概述
工作原理:交替鋪(pù)設粉材(粉材(cái)由(yóu)鑄造砂與固化劑混合(hé)),然後(hòu)選擇性噴塗樹脂粘結劑,常溫自硬成形(見圖3)。
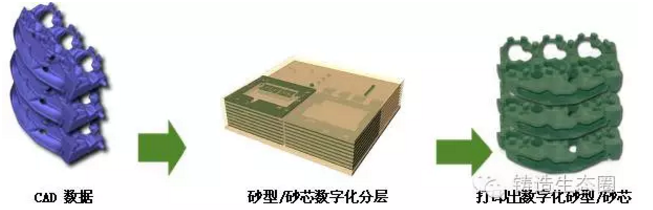
圖 3
技術特點及優勢:從CAD數據逐層使砂型/砂芯數字(zì)化(huà)、具體化 ,具有節約成本,無需模具;提高產品質量,設計自由化 ;縮短研發製造周期,快速鑄造工藝 ;可獲得高(gāo)品質鑄件。
目前3DP打印技術可針對呋喃樹脂、堿酚醛樹脂及水玻璃類型(xíng)的粘結劑進行無模化3D打印作業,同時還針對寶珠砂、鋯砂、合成砂等鑄造(zào)材料進行3D打(dǎ)印(yìn)作業。
圖4為一台典型的(de)樹脂砂型/芯3D打(dǎ)印(yìn)機設備,同時這也是我(wǒ)國總理李克強在2016年2月參觀考察寧夏共享集團時所點讚的3D打印機機型。圖(tú)5是該打印機打印的內腔複雜鑄件的砂型/砂芯。其(qí)主要(yào)技術參數如下。
打印尺寸(砂箱尺寸):1800mm×1000mm×700mm。
打印速度: 60~ 165L/h。
分層厚度:0.28~ 0.50mm。
打印分辨率:X/Y 0.1mm/0.1mm。
打印材料:矽砂、鋯(gào)砂、寶珠砂及合成砂等。
獲得鑄件材質:輕金屬、有色金屬、鑄(zhù)鐵及鑄鋼。
設備外形尺寸:7000mm×3586mm× 2860mm。
設備(bèi)重量:6500kg。
供電要求:400V/3相,15kW。
數據接口(kǒu):STL。
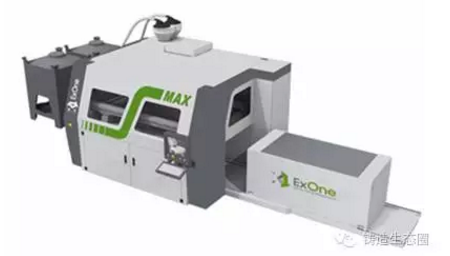
圖4 樹脂砂型/ 砂芯3D打(dǎ)印機

圖(tú) 5
對於3D打印技術在鑄造行業(yè)應用領域,包括航空航天領域,汽(qì)車業,泵閥行業,衛浴行業(yè),液壓件以及逆向工程。該技術特別適合試樣件的研發製(zhì)造以及中小批量鑄件的生產,主要特點在於省去模具的(de)開(kāi)發時間及費用,它打印的複雜砂型/芯與傳統鑄造工藝的造型(xíng)製芯(xīn)比較,具有絕對優勢。同時(shí)設計的砂型/芯無拔模斜度(甚至可以倒拔模(mó)),無工藝(yì)性補貼,澆(jiāo)冒口的開設也不受任何限(xiàn)製,完全(quán)可以(yǐ)按(àn)照最優的方式進行。
(1)可實現複雜、細小零件的精密成形,如圖6所示。
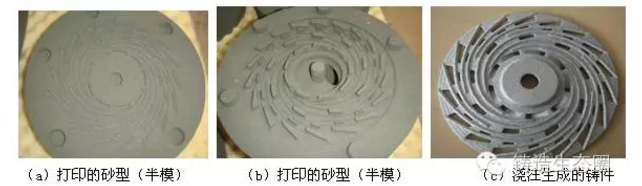
圖6
(2)可實現複雜型腔的整體。
圖7是傳統的製芯後(hòu)及組芯工藝方(fāng)法。傳統砂芯的組合存在人工(gōng)誤差問題,故不能保證鑄件尺寸精度。
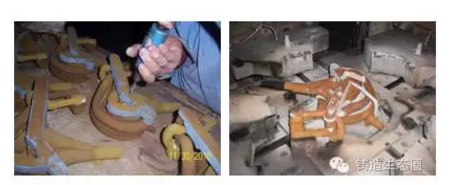
圖7 傳統製芯/人工組芯工藝
圖8是3D打印砂型/砂芯,一體化成形,避免了人工組芯時產生的誤差,同時打印出的(de)砂芯(xīn)無分(fèn)型線,避免了內腔夾砂等鑄造缺陷,這樣也就提高了鑄件內腔表麵的(de)質量。
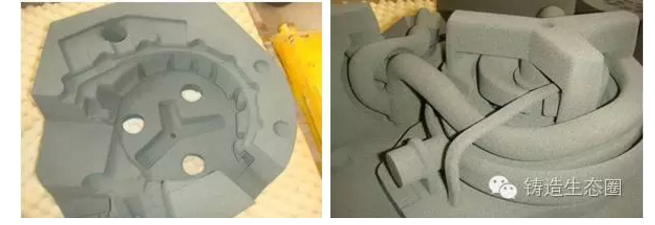
圖8 3D打印一體化砂型/砂芯(xīn)
對於一般的中小鑄造企業,應用3D打印技術可以開發(fā)未知的鑄件訂單。
舉例說明,國內(nèi)某鑄造廠近期接到(dào)一(yī)中小批量鑄件訂(dìng)單,但是此鑄件訂單的鑄(zhù)件,以前從未生產過,而且交貨(huò)期(qī)為1~2個月。若用(yòng)傳統鑄造方式,製造周期在4~6個月。主要是模具開發(fā)及應用驗證(zhèng)時間太長,影響了交貨期。若應(yīng)用3D打印技術,由於無需鑄造模具,故製造周(zhōu)期約1個月,這樣大大縮短了生產周期,滿足(zú)了交貨(huò)期,獲得客戶好評(píng)。
3D打印技術(shù)與鑄造各工(gōng)部(bù)(不含熔模及其他特種(zhǒng)鑄(zhù)造(zào)工藝)的銜接應用工藝路(lù)線如圖(tú)9所示。
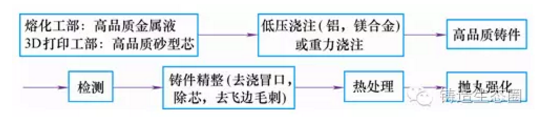
圖 9
3D打印技術隻有與傳統鑄造工藝技術(shù)相結合,使其融入其(qí)中,這樣才能發揮它的最(zuì)大優勢。
3. 結語
目前3D打印技術在鑄造行業的應用仍未普及,但這(zhè)並不影響3D打印技術作為一項新趨勢在鑄造行業的應用及發展。未來鑄造工廠的走向是數字化、綠色化、無人化。隻有緊緊把握(wò)鑄造(zào)行業發展的脈搏,我們才(cái)不會被鑄造行(háng)業內的高端技術(shù)工藝所淘汰。我們(men)深信3D打印技術將為鑄(zhù)造行業(yè)的快速發展注入(rù)新的動力。

